
PPSU రెసిన్తో అధిక ఉష్ణోగ్రత అచ్చు కోసం ఇవి 3 పాయింట్లు
PPSU మెటీరియల్కు ప్రయోజనాలు ఏమిటి?
PPSU ప్లాస్టిక్ యొక్క స్వల్పకాలిక ఉష్ణోగ్రత నిరోధకత 220 డిగ్రీల వరకు ఉంటుంది మరియు దీర్ఘకాలిక ఉష్ణోగ్రత 180 డిగ్రీలకు చేరుకుంటుంది మరియు ఇది 170-180 డిగ్రీల చమురు ఉష్ణోగ్రత వాతావరణాన్ని తట్టుకోగలదు.PPSU భాగాలు మంచి డైమెన్షనల్ స్థిరత్వాన్ని కలిగి ఉంటాయి మరియు వేడి నీరు/శీతలకరణి/ఇంధన నూనెను తట్టుకోగలవు.ఈ అద్భుతమైన ఆస్తితో, PPSU అధిక-నాణ్యత సాంకేతిక మరియు అధిక-లోడ్ ఉత్పత్తులను ఉత్పత్తి చేయడానికి ఉపయోగించవచ్చు.ఇది ఇప్పుడు లోహాలు, సిరామిక్స్ మరియు హార్డ్ పాలిమర్లను భర్తీ చేసే మొదటి పదార్థంగా మారింది.
PPSU ప్లాస్టిక్లు ఎక్కువగా వేడి భోజనాల తయారీలో మరియు వేడి చేయడంలో ఎక్కువగా ఉపయోగించబడుతున్నాయి, ప్రత్యేకించి అధిక పరిమాణ స్థిరత్వం మరియు మంచి మెకానికల్ & మంచి విద్యుత్ ఇన్సులేషన్ లక్షణాలు అలాగే అధిక ఉష్ణ వృద్ధాప్య నిరోధకత, అద్భుతమైన అగ్ని నిరోధకత మరియు రసాయన తుప్పుకు మంచి నిరోధకత కలిగి ఉండే అధిక వోల్టేజ్ భాగాల కోసం. మరియు జలవిశ్లేషణ.
దీనితో, ఏరోస్పేస్, ఎలక్ట్రికల్ మరియు ఎలక్ట్రానిక్ భాగాలు, ఆటోమోటివ్ మరియు రవాణా వంటి పరిశ్రమలలో విస్తృత శ్రేణి అనువర్తనాల్లో ఇది ముఖ్యమైన పదార్థంగా మారుతుంది.
PPSU మౌల్డింగ్ కోసం ఉష్ణోగ్రత నియంత్రణను ఎలా చేయాలి?
ఇతర ఇంజనీరింగ్ థర్మోప్లాస్టిక్ల మాదిరిగానే, అధిక-నాణ్యత అచ్చు భాగాల స్థిరమైన ఉత్పత్తికి అధిక ఉష్ణోగ్రత ఇంజెక్షన్ అచ్చు యొక్క ఉష్ణోగ్రత యొక్క ఖచ్చితమైన నియంత్రణ అవసరం.నీరు మరియు నూనె రెండూ అచ్చు ఉష్ణోగ్రతను 140 మరియు 190 డిగ్రీల మధ్య స్థిరంగా నియంత్రించగలవు.ఉష్ణోగ్రత నియంత్రణ పరికరాలు బాగా రూపకల్పన చేయబడితే, ఉష్ణోగ్రత నియంత్రణ మాధ్యమంగా సుమారు 200 డిగ్రీల నీటిని ఉపయోగించవచ్చు.కొన్ని సందర్భాల్లో ఎలక్ట్రానిక్ ఉష్ణోగ్రత నియంత్రణను కూడా ఉపయోగించవచ్చు.ఇంజెక్షన్ మౌల్డింగ్కు ముందు, PPSU మెటీరియల్ను ఎండబెట్టాలి, 150-160 డిగ్రీల మధ్యస్థ ఉష్ణోగ్రతతో 3-6 గంటల పాటు ఆరబెట్టాలని మేము సూచిస్తున్నాము.ఇంజెక్షన్ మౌల్డింగ్ మెషిన్ యొక్క బారెల్ తగినంతగా శుభ్రం చేయాలి.మరియు ఇంజెక్షన్ ఉష్ణోగ్రత 360-390 డిగ్రీల చుట్టూ నియంత్రించబడాలని సిఫార్సు చేయబడింది.
PPSU మెటీరియల్ కోసం అధిక ఉష్ణోగ్రత ఇంజెక్షన్ అచ్చులను ఎలా తయారు చేయాలి?
PPSU మెటీరియల్ కోసం ఇంజెక్షన్ అచ్చు తప్పనిసరిగా అధిక ఉష్ణోగ్రత అచ్చు సాధనంగా సాపేక్షంగా అధిక ఉష్ణోగ్రతలను తట్టుకోగలగాలి.సహేతుకమైన మెకానికల్ డిజైన్ను స్వీకరించడం మరియు తగిన అచ్చు పదార్థాలను ఎంచుకోవడంతో పాటు, శీతలీకరణ ఛానెల్లు, సీల్స్ మరియు కనెక్టర్ల రూపకల్పనను ఆప్టిమైజ్ చేయడానికి వేడి-నిరోధక మరియు ఒత్తిడి-నిరోధక గొట్టాలను కూడా ఉపయోగించాలి.
డిజైన్ పాయింట్లు:
1. ఉక్కు ఎంపిక మరియు చికిత్స: a).అచ్చు ఉష్ణోగ్రత 140 నుండి 150 డిగ్రీలపై ఆధారపడి ఉండాలి మరియు భారీ ఉత్పత్తిలో అచ్చు యొక్క జీవితాన్ని పరిగణించాలి.బి)అచ్చు వేడి చికిత్స మొత్తం HRC60-65గా ఉండాలి.c)ఎలక్ట్రోప్లేటింగ్ చికిత్స అచ్చు సేవ జీవితాన్ని పెంచుతుంది.
2. రన్నర్ ఆకారం: రౌండ్ లేదా ట్రాపజోయిడ్ అనుకూలంగా ఉంటుంది.ఒక చల్లని స్లగ్ బావి కూడా అవసరం.
3. గేట్ రకాలు: పిన్ పాయింట్ గేట్, ట్యాబ్ గేట్, డిస్క్ గేట్, స్పోక్ గేట్, సైడ్ గేట్, డైరెక్ట్ గేట్ మరియు సబ్ గేట్.
4. గ్యాస్ వెంటింగ్: PPSU మెటీరియల్ మౌల్డ్కి వెంటింగ్ చాలా ముఖ్యం.వెంటింగ్ తగినంతగా లేకుంటే కాలిన, రంగు-మార్పు మరియు కఠినమైన ఉపరితలం మొదలైన వాటికి కారణమవుతుంది.గ్యాస్ బిలం సాధారణంగా 0.015~0.2mm ఎత్తు మరియు 2mm కంటే ఎక్కువ వెడల్పు ఉంటుంది.
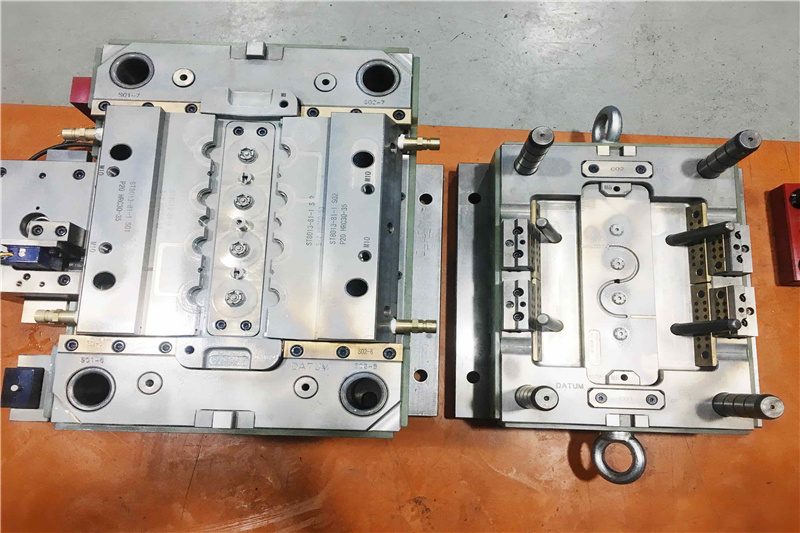
సన్టైమ్ ప్రెసిషన్ మోల్డ్ PPSU మరియు PEEK వంటి మెటీరియల్ల కోసం అధిక ఉష్ణోగ్రతల కోసం ప్లాస్టిక్ ఇంజెక్షన్ అచ్చును తయారు చేయడంలో గొప్ప అనుభవాన్ని కలిగి ఉంది.మా అధిక నాణ్యత మరియు వేగవంతమైన లీడ్ టైమ్తో కస్టమర్లు చాలా సంతోషంగా ఉన్నారు.దిగువ ఫోటో మేము బొద్దుగా & అమర్చడం కోసం తయారు చేసిన అధిక ఉష్ణోగ్రత అచ్చులలో ఒకటి.ఇది 4 కేవిటీ ఆటో-అన్స్క్రూయింగ్ అచ్చు.ఈ రకమైన అచ్చుల గురించి మరింత సమాచారం కోసం, దయచేసి వెబ్సైట్లో మా కేస్ స్టడీని తనిఖీ చేయండి:https://www.suntimemould.com/auto-unscrewing-plastic-injection-mould-with-ppsu-material-high-temperature-mold-product/
పోస్ట్ సమయం: డిసెంబర్-18-2021





